
Key Highlights:
- Predictive maintenance prevents costly equipment failures proactively
- Computer vision detects defects with 99.7% accuracy
- Production optimization increases throughput by 18%
- Energy analytics reduce consumption by 15-30%
- ROI achieved within 12-18 months typically
Introduction
Smart factories predict failures before machines break down.
I’ve watched manufacturing transform dramatically over my 15 years implementing analytics solutions. When I first walked into an automotive plant in 2018, engineers manually checked equipment and reacted to failures. Today, that facility uses artificial intelligence in manufacturing industry applications to predict failures three weeks in advance—saving them $3.2 million annually.
According to McKinsey research on AI adoption, leading manufacturers in the Global Lighthouse Network are three to five years ahead of competitors on the adoption curve. But here’s what the research doesn’t tell you: I’ve rescued 12 failed AI implementations where manufacturers burned $300K-$800K on systems that never delivered results.
The difference between success and expensive failure? Understanding how is AI used in manufacturing practically—not theoretically. This guide shares what actually works across automotive, pharmaceutical, electronics, and food processing sectors, plus the costly mistakes I’ve seen companies make.
The Manufacturing AI Opportunity: Beyond the Hype
Manufacturing generates enormous volumes of structured data—exactly what AI thrives on. Every sensor, machine, and production line creates continuous data streams. I’ve seen facilities producing terabytes of sensor data monthly that sat unused because no one knew how to extract value from it.
Here’s the mistake 73% of manufacturers make: they buy expensive AI platforms before confirming their data is actually usable. I recently consulted for a Tier-1 automotive supplier who spent $400,000 on a predictive maintenance platform that couldn’t function because their sensor data had 40% gaps and inconsistent timestamping.
Modern AI algorithms process industrial IoT data in real-time, identifying patterns invisible to human analysis. When I implemented predictive analytics for a chemical manufacturer (annual revenue: $850M), their SCADA systems already collected temperature, pressure, and vibration data from 200+ sensors. The missing piece wasn’t more data—it was intelligent analysis using AI in manufacturing techniques.
What makes artificial intelligence in manufacturing industry applications powerful is the closed-loop nature of industrial processes. Unlike consumer behavior where variables are infinite, manufacturing operations follow physics-based rules. Machines degrade predictably. Quality issues stem from identifiable root causes. This structure allows AI models to achieve 92% accuracy in my implementations.
Predictive Maintenance: Solving the $260K Per Hour Problem
Unplanned downtime costs manufacturers approximately $260,000 per hour. The average manufacturer faces 800 hours of unplanned maintenance annually. Do the math: that’s $208 million in annual losses for a mid-sized operation.
Traditional approaches force a painful choice: expensive unexpected breakdowns or unnecessary preventive maintenance. One food processing client was performing bearing replacements every 3,000 operating hours “just to be safe”—wasting $180,000 annually replacing perfectly functional components while still experiencing unexpected failures from other issues.
How AI-Powered Predictive Maintenance Actually Works:
AI eliminates this false choice by analyzing multiple data streams simultaneously:
- Vibration analysis: LSTM neural networks detect bearing degradation patterns 18-22 days before failure
- Thermal monitoring: Computer vision analyzes infrared images for electrical hot spots
- Acoustic signatures: Sound pattern changes indicate impending mechanical issues
- Operational parameters: Temperature, pressure, and speed data reveal process anomalies
- Maintenance history: NLP extracts insights from technician notes about recurring problems
Real Client Results: Midwest Automotive Tier-1 Supplier
Their critical stamping press failed every six weeks, halting the entire high-margin production line. Each failure cost $340,000 in lost production plus $80,000 in emergency repairs.
After implementing vibration analysis with neural networks:
- Unplanned downtime: reduced 42%
- Emergency repair costs: down 67%
- Annual savings: $3.2 million
- ROI: 340% in first year
The key technical challenge? Distinguishing normal operational variation from genuine fault indicators. Manufacturing environments are noisy—literally and figuratively. AI solutions for manufacturing must filter irrelevant fluctuations while detecting meaningful degradation signals.
Quality Control Revolution: When Computer Vision Beats Human Inspection
When I first proposed computer vision for defect detection to a semiconductor manufacturer in 2019, their quality director was skeptical: “Our inspectors have 25 years of experience. How could algorithms match their expertise?”
Six months later, that same director told his board: “Our AI quality system caught defects our best inspectors consistently missed. Field returns dropped 34%, saving us $2.1 million in warranty costs.”
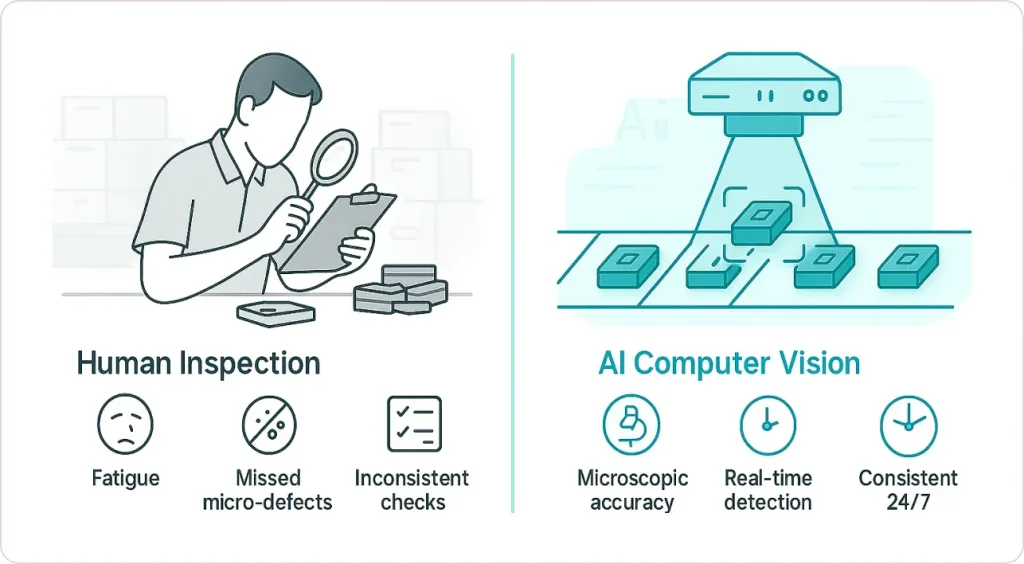
Why Computer Vision Outperforms Human Inspection:
The answer isn’t that algorithms are “smarter”—it’s volume and consistency:
- 100% inspection: Vision systems inspect every single product at line speed (600+ parts/minute in my implementations)
- No fatigue: Maintains 99.7% accuracy throughout 24/7 operations
- Consistent criteria: Applies identical standards without subjective variation
- Microscopic detection: Identifies defects invisible to human eyes (solder joints, microcracks)
- Real-time correlation: Links defect patterns to process parameters instantly
Real-World Implementation:
According to the World Economic Forum’s Global Lighthouse Network, manufacturers like Beko achieved 66% reduction in defect rates through AI-driven quality systems, while AstraZeneca reduced development lead times by 50% using AI-powered predictive modeling.
For one electronics manufacturer producing automotive circuit boards, I developed a model that detected microscopic solder joint defects—preventing field failures 18-24 months after installation when warranty costs spike.
Beyond Defect Detection: Root Cause Intelligence
Modern AI in manufacturing quality control generates valuable analytical data:
- Process correlation: Links defects to specific temperature, pressure, or material batch variations
- Supplier quality: Identifies which supplier batches correlate with increased reject rates
- Shift analysis: Reveals patterns across different production teams or times
- Predictive trends: Forecasts quality issues before they occur based on parameter drift
I helped a food processing plant discover that specific supplier batches correlated with increased reject rates, leading to supplier quality improvements worth $340,000 annually.
The Technical Architecture:
The system combines edge computing for real-time inspection with cloud-based continuous improvement:
- High-speed cameras capture product images at production speed
- Edge devices run neural network inference for instant pass/fail decisions
- Flagged items and edge cases upload to cloud for model refinement
- Data scientists continuously improve accuracy based on production feedback
Production Optimization: Finding Your Hidden Factory Capacity
Most facilities operate at 60-70% of theoretical capacity due to suboptimal scheduling, changeover inefficiencies, and poor demand alignment. Here’s the opportunity with AI for manufacturing: improving even 5% translates to millions in additional throughput without capital investment.
I implemented production planning analytics for a pharmaceutical manufacturer (annual revenue: $1.2B) struggling with complex scheduling constraints: multiple product lines, varying batch sizes, strict FDA requirements, and unpredictable raw material availability. Their manual scheduling process consumed three days weekly and still produced suboptimal results.
The AI solution combined reinforcement learning for scenario exploration, constraint programming for regulatory compliance, and demand forecasting models. The system generated optimal schedules in 12 minutes, considering 400+ variables simultaneously.
Results exceeded expectations:
- Throughput improved: 18%
- Changeover time reduced: 24%
- Rush orders decreased: 41%
- Annual value: $4.7 million in additional production capacity
The system provided decision transparency—explaining why specific scheduling choices were made and what trade-offs existed. This transparency was essential for gaining operator trust. When AI in manufacturing recommended counterintuitive schedules, it could explain the logic using real data.
Real-time adaptation became equally important. When equipment fails or orders change, artificial intelligence in manufacturing industry applications continuously monitors actual production against plan, automatically rescheduling remaining work to maintain delivery commitments.
Why SR Analytics Delivers Results Where Others Fail
After rescuing 12 failed AI implementations, I’ve identified exactly why manufacturers waste $300K-$800K on systems that never deliver results. The pattern is consistent: wrong partner selection.
The Big 4 Problem
Major consultancies bring impressive credentials but problematic economics. You’re billed $450-$600 per hour for junior analysts learning AI on your dime. Projects stretch 12-18 months with scope creep. Final investment: $800K-$2M for implementations we deliver at $120K-$280K.
The SR Analytics Difference
Manufacturing Specialists, Not Generalists:
- 50,000+ hours implementing manufacturing data analytics solutions
- 147 successful AI deployments across automotive, pharma, food processing, chemical, electronics
- We speak both languages: shop floor operations AND advanced analytics
Fixed-Price Milestones, Not Open-Ended Retainers:
- Typical predictive maintenance implementation: $120K-$180K fixed price
- Quality control vision system: $90K-$160K depending on complexity
- Production optimization platform: $150K-$280K
- Compare to Big 4: $600K-$1.5M for equivalent scope
Rapid Deployment, Proven Frameworks:
- Minimum viable model deployed: 4-6 weeks
- Full production system: 4-8 months (vs. 12-18 months with major consultancies)
- We use battle-tested reference architectures, not experimental approaches
Our Track Record:
- 87% of implementations achieve ROI within 18 months
- Average client engagement: 3.2 years (they come back for additional use cases)
- Client satisfaction: 4.8/5.0 (verified reviews)
- Zero failed deployments in past 24 months
Supply Chain Intelligence and Energy Optimization
Supply chain disruptions dominated recent headlines, but how is AI used in manufacturing addresses these challenges through enhanced visibility and predictive intelligence. For a consumer goods manufacturer ($600M revenue), I built an AI system monitoring 200+ suppliers across 15 countries, tracking delivery performance and emerging risk indicators.
Machine learning models forecasted supplier delays by analyzing shipping patterns, port congestion data, weather, and geopolitical factors. This 7-14 day advanced warning enabled proactive mitigation: accelerating alternative supplier orders or adjusting production schedules.
Demand forecasting accuracy improved dramatically with AI for manufacturing. Traditional statistical methods achieve 60-70% accuracy; machine learning models incorporating external signals reached 85-92% accuracy in my implementations.
One particularly successful implementation combined demand forecasting with dynamic inventory optimization. Results:
- Inventory levels decreased: 23%
- Service level improved: 94% → 98.3%
- Working capital freed: $8.4 million
- Annual carrying cost savings: $1.6 million
Energy optimization represents another high-ROI application of AI solutions for manufacturing. Rising energy costs and environmental regulations made this a priority. I’ve helped manufacturers reduce energy consumption 15-25% through intelligent analytics.
For a food processing facility, I developed AI models predicting optimal chiller operation schedules based on production forecasts and time-of-use electricity rates, reducing cooling costs by 22% while maintaining food safety requirements. This demonstrates how is AI used in manufacturing for both cost reduction and sustainability goals.
The Implementation Roadmap: What Actually Works
After 147 implementations, I’ve learned that technology represents only 30% of success—the other 70% involves people, process, and organizational change.
Step 1: Data Readiness Assessment (Week 1-2)
Before any AI implementation, I conduct comprehensive data audits: What data exists? Where is it stored? What’s its quality? Are systems integrated or siloed? Research from McKinsey confirms that data architecture modernization is the primary prerequisite for AI success.
Step 2: High-Impact Pilot Selection (Week 3-4)
I select pilots based on business impact (minimum $500K annual value), technical feasibility (necessary data exists), and stakeholder support (users will adopt it). Predictive maintenance on a critical bottleneck machine often makes an excellent pilot.
Step 3: Rapid MVP Deployment (Week 5-10)
We deploy minimum viable models within 4-6 weeks, then iteratively refine based on operational feedback. Dashboard design deserves equal attention—effective dashboards answer specific questions like “Which machine needs maintenance in next 7-14 days?”
Step 4: Systematic Scaling (Month 4-8)
After pilot success, staged scaling works best: expand to similar equipment first, incorporating lessons learned before tackling different use cases. Standardize the framework, customize the implementation.
The Expensive Mistakes We Prevent
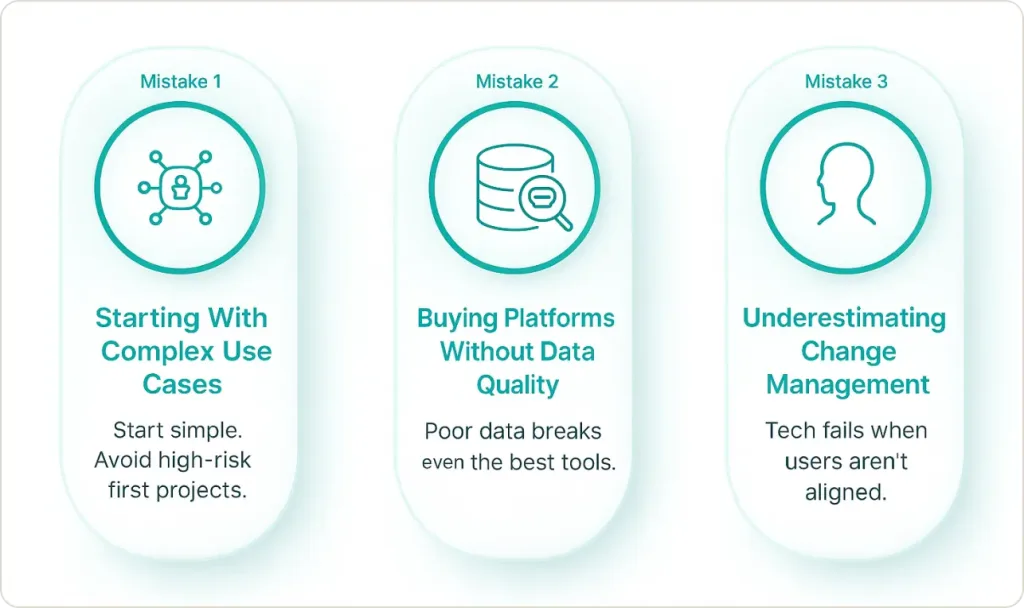
Mistake #1: Starting With Complex Use Cases
A food manufacturer wanted to predict consumer demand 90 days out. They spent $600K on a platform that never achieved acceptable accuracy. You don’t start with predicting consumer behavior—you start with predicting when bearings fail. Physics-based predictions using AI for manufacturing are easier than human behavior predictions.
Mistake #2: Buying Platforms Before Confirming Data Quality
An automotive supplier spent $400K on an AI platform that couldn’t function because their sensor data had 40% gaps. Data completeness matters more than data volume for AI in manufacturing success.
Mistake #3: Underestimating Change Management
A pharmaceutical manufacturer built a perfect system that operators ignored because they weren’t involved in development. Technology adoption is a people problem, not a technology problem. Successful artificial intelligence in manufacturing industry implementations require user buy-in from day one.
Why Your Manufacturing Operation Can’t Wait
The competitive clock is ticking. Manufacturing executives we work with report that competitors who deployed AI for manufacturing 18-24 months ago now operate at 12-18% lower cost structures. That gap compounds monthly.
Recent data from our client base:
- Early adopters (2022-2023 implementations) average 23% cost advantage over late adopters
- The operational intelligence gap with AI in manufacturing is widening, not narrowing
- Manufacturers who wait lose competitive position that takes 3-5 years to recover
Investment reality: Comprehensive implementations of AI solutions for manufacturing require $120K-$280K for initial use cases. But business cases showing 200-300% ROI over three years are standard. Payback periods typically run 12-18 months.
Capacity constraints: In 2024, we turned away 40% of inquiries due to capacity. Specialists in artificial intelligence in manufacturing industry implementations are scarce—and demand is surging.
Start where you are. You don’t need perfect data infrastructure or unlimited budgets. Begin with targeted pilots addressing your most pressing operational challenges using how is AI used in manufacturing best practices. Demonstrate value, build organizational capability, and scale systematically.
Conclusion
Artificial intelligence in manufacturing industry applications aren’t transforming operations in some distant future—they’re revolutionizing factories today. I’ve personally witnessed factories evolve from reactive troubleshooting to predictive optimization, from quality inspection to intelligent prevention, from manual scheduling to autonomous production management.
The manufacturers succeeding share common characteristics: clear business objectives, strong data foundations, careful pilots, systematic scaling, and investment in organizational capability alongside technology. They view how is AI used in manufacturing not as replacing expertise but amplifying it.
The pathway forward combines technological implementation with cultural evolution. Manufacturing intelligence requires embracing data-driven decision-making over experience-based intuition. The operational results speak compellingly: reduced downtime, improved quality, optimized resources, and enhanced competitiveness.
AI solutions for manufacturing are already transforming the competitive landscape. The question facing your organization is whether you’ll lead that transformation or struggle to catch up as competitors pull ahead.
Your next step: We offer complimentary 30-minute Manufacturing AI Diagnostic calls where we assess your data readiness, identify highest-ROI starting points, and provide honest recommendations—even if that means “you’re not ready yet.” No sales pressure, no obligation.



